服務熱線: 0635-8819339

電話:0635-8819339
手機:15615948619
傳真:0635-8819009
Q Q:648626788
郵箱:648626788@qq.com
地址:山東聊城高新區長江路東首魯西鋼材市場A區6號
由于時間有限,今天小編簡要介紹如何通過激光切割來控制nm500耐磨鋼板的質量:
一、焦點位置調整對切割質量的影響

由于激光功率密度對切割速度有很大的影響,透鏡焦距的選擇是一個重要的問題。聚焦激光束的光斑大小與透鏡的焦距成正比。通過短焦距透鏡的聚焦激光束的光斑尺寸非常小,并且焦點處的功率密度非常高,這有利于切割材料。然而,它的缺點是焦深很短和調整余量小,這通常適用于薄材料的高速切割。由于長焦距透鏡具有較寬的焦深,只要有足夠的功率密度,就更適合切割399000耐磨板工件。
在整個切削過程中,保證焦點與悍達磨耗板工件的相對位置不變是切削質量穩定的重要條件。由于操作期間冷卻不良,鏡頭被加熱,從而導致焦距變化,這需要及時調整聚焦位置。
當焦點在較好的位置時,狹縫較小,效率較高,較好的切割速度可以獲得較好的切割效果。在大多數應用中,光束焦點被調整到噴嘴正下方。噴嘴和悍達耐磨板工件表面之間的距離通常約為1.5毫米
二、切割速度對切割質量的影響
對于給定的激光功率密度和材料,切割速度符合經驗公式。只要材料的切割速度高于通過閾值,材料的切割速度與激光功率密度成比例,即,增加功率密度可以提高切割速度。這里提到的功率密度不僅與激光輸出功率有關,還與光束質量模式有關。光束聚焦系統的特性,即聚焦后的光斑尺寸,對激光切割也有很大的影響。
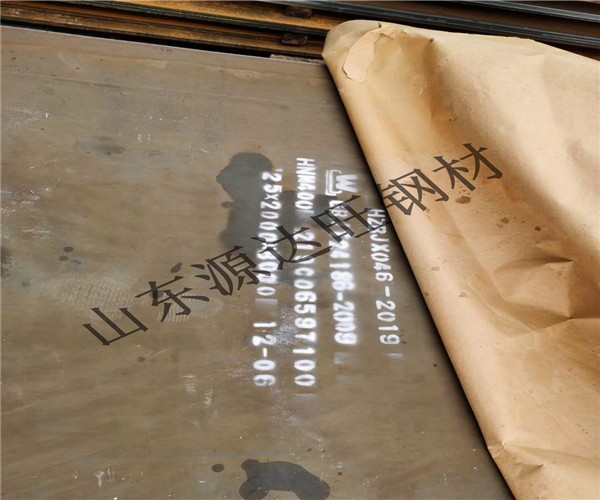
特別是對于nm500耐磨鋼板材料,在其他工藝變量保持不變的情況下,激光切割速度可以有一個相對的調整范圍,同時仍能保持令人滿意的切割質量。切割薄的nm500耐磨鋼板時,該調整范圍略寬于厚零件。緩慢的切割速度也會導致熱熔材料表面的燒蝕,使得切割表面非常粗糙。
第三,激光輸出功率對切割質量的影響
對于連續波輸出的激光,激光功率和模式對切割有重要影響。在實際操作中,通常設置更高的功率以獲得更高的切割速度或切割更厚的材料。然而,光束模式(光束能量在橫截面中的分布)更重要。當輸出功率增加時,模式通常會略有變化。在激光器的整個有效工作壽命期間,模式是不一致的。光學元件的狀態、激光工作氣體混合物的微小變化和流量波動都會影響模式機制。
雖然影響nm500耐磨鋼板激光切割的因素比較復雜,但切割速度、焦點位置和激光輸出功率是三個非常重要的變量。在切割過程中,如果發現切割質量明顯惡化,必須首先檢查并及時調整上述因素。該公司還提供一站式服務,如定制、加工和分銷鋼板。它還為用戶建立文件,并定期回訪用戶以解決他們的困難。
如果您對“如何用激光切割控制nm500耐磨鋼板的質量”還有任何疑問?
請致電咨詢24小時免費熱線:0635-8819009,或在線咨詢我們客服
我們公司官方網站: http://www.sdxqg.com [網上預約價格更優惠]

微信二維碼
山東騰達源金屬材料有限公司
全國免費熱線:0635-8819339手機:15615948619傳真:0635-8819009
地址:山東聊城高新區長江路東首魯西鋼材市場A區6號
山東騰達源金屬材料有限公司現貨銷售優質國產耐磨板,進口耐磨鋼板,高強板
耐候板,高建鋼板等板材,規格齊全,價格優惠,本公司承諾假一賠十,
高質量的產品獲得客戶一致好評,銷售至全國:浙江、上海、天津、遼寧
云南、廣西、廣東、安徽、北京、新疆、重慶、湖南、湖北、河北、青海
甘肅、陜西、西藏、貴州、四川、海南、黑龍江、內蒙古、山東、福建
江西、江蘇、河南、寧夏、吉林、山西、大同、哈爾濱、成都等地區