山東騰達(dá)源售耐磨板nm400_nm500耐磨鋼板_加工耐候板_高強(qiáng)板現(xiàn)貨批發(fā)零售廠價(jià)直銷,可為您提供各種規(guī)格鋼板的切割定制一條龍服務(wù)!咨詢電話:15615948619
服務(wù)熱線: 0635-8819339
山東騰達(dá)源售耐磨板nm400_nm500耐磨鋼板_加工耐候板_高強(qiáng)板現(xiàn)貨批發(fā)零售廠價(jià)直銷,可為您提供各種規(guī)格鋼板的切割定制一條龍服務(wù)!咨詢電話:15615948619

電話:0635-8819339
手機(jī):15615948619
傳真:0635-8819009
Q Q:648626788
郵箱:648626788@qq.com
地址:山東聊城高新區(qū)長江路東首魯西鋼材市場A區(qū)6號(hào)
知識(shí)分享:冷軋輥的熱處理缺陷主要是淬火開裂,造成較大損失。淬火時(shí)常見有縱裂、橫裂及端部棱角崩裂。
9Cr2鋼中、小型冷軋輥易產(chǎn)生縱向裂紋。原因是它們很容易淬透,而冷卻時(shí)外表面首先發(fā)生馬氏體轉(zhuǎn)變表面硬化,隨后心部也向馬氏體轉(zhuǎn)變并膨脹,這樣就產(chǎn)生心部受壓而外表面受拉的切向應(yīng)力。當(dāng)切向應(yīng)力超過表層的破斷強(qiáng)度時(shí)就發(fā)生縱向開裂。為防止縱向裂紋,可采用快速加熱方法。
即首先將零件預(yù)熱到600~650℃,隨后在930~960℃爐中快速加熱,待表層50~80mm深達(dá)到850~870℃溫度時(shí),進(jìn)行淬火,這時(shí)軋輥心部尚處于臨界點(diǎn)以下,不會(huì)發(fā)生馬氏體相變,因此減小了切向應(yīng)力,這既實(shí)現(xiàn)了表層的淬火硬化,滿足技術(shù)條件要求,又防止了淬火裂紋。
大、中型冷軋輥易引起橫裂,這是由于大、中型軋輥不易淬透,內(nèi)應(yīng)力分布常為熱應(yīng)力型,在心部軸向拉應(yīng)力較大的緣故。若改為工頻表面淬火,則可避免橫裂。為使淬硬層平緩,可用工頻多次預(yù)熱。
小型軋輥整體淬火時(shí)易在端部棱角處產(chǎn)生裂紋,如圖6-8所示。為防止淬裂,可采用特殊的加熱冷卻工藝。將軋輥在井式鹽浴爐中加熱,將輥A端露在鹽浴面以上,不直接加熱,在加熱過程中保持黑色。輥B端已在鹽浴下部被熱透,但在淬火時(shí),輥頸B端倒轉(zhuǎn)向上送入旋轉(zhuǎn)噴水淬火槽中,B端不被噴水冷卻,只有軋輥的工作面被淬火。這樣,A端未被加熱不會(huì)發(fā)生馬氏體轉(zhuǎn)變,而B端雖已被加熱,但卻不經(jīng)噴水冷卻,故A、B兩端都不發(fā)生馬氏體轉(zhuǎn)變,減小了臺(tái)階部位的內(nèi)應(yīng)力,防止了棱角開裂。
再如,用T10鋼制造的塞規(guī),要求HRC58~62。帶滾花的柄部直徑較小,柱體部較粗,若采用整體淬火,在水中停留時(shí)間對(duì)于柄部來說相對(duì)較長,往往在滾花的壓跡處產(chǎn)生裂紋,如圖6-9所示。若改為局部淬火,即只對(duì)塞規(guī)柱體部分淬火,達(dá)到硬度要求即可,防止了淬裂。

圖6-8 小型軋輥淬裂情況
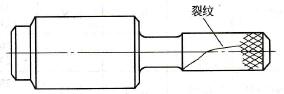
圖6-9 塞規(guī)淬火裂紋示意圖
劃孔鉆的鉆柄部為50號(hào)鋼,鉆頭部為W18Cr4V鋼,兩種材料對(duì)焊而形成如圖6-10的形狀。采用鹽浴爐整體加熱淬火,劃孔鉆大批開裂。改用僅加熱鉆頭部位,局部淬火,則防止了淬火裂紋。
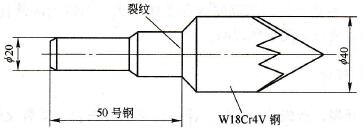
圖6-10 劃孔鉆淬裂示意圖
對(duì)于整體淬火鋼件,局部可以放寬要求者,盡量不強(qiáng)求硬度一致。如圖6-11所示的冷沖模,用T10鋼制造,要求硬度HRC58~62。如果要求工作刃口(A面)和裝夾面(B面)硬度一致,則淬火冷卻過程中極易在B面螺紋孔處產(chǎn)生弧形裂紋。因此,應(yīng)該規(guī)定在刃口滿足硬度要求的情況下,其余部位不低于HRC30~35即可。這樣,在淬火時(shí),可根據(jù)A面的有效尺寸確定在水中停留時(shí)間,或適當(dāng)減緩B面的冷卻速度,從而減小淬裂傾向。
山東源達(dá)旺鋼材公司為您提供耐磨鋼板現(xiàn)貨切割定制批發(fā)零售廠家,公司經(jīng)驗(yàn)豐富,能夠?yàn)榭蛻籼峁﹥?yōu)質(zhì)的耐磨鋼板、耐候板、高強(qiáng)板、高建鋼、彈簧鋼、橋梁鋼板等產(chǎn)品,歡迎隨時(shí)撥打源達(dá)旺耐磨板熱線電話進(jìn)行咨詢訂購或來廠考察。山東源達(dá)旺小編在這里提醒廣大用戶:一定不要貪圖價(jià)格的便宜而購進(jìn)質(zhì)量不好的產(chǎn)品甚至是假貨,結(jié)果造成自己企業(yè)的損失。
如果您對(duì)“冷軋輥的熱處理缺陷”還有任何疑問?
請(qǐng)致電咨詢24小時(shí)免費(fèi)熱線:0635-8819009,或在線咨詢我們客服
我們公司官方網(wǎng)站: http://www.sdxqg.com [網(wǎng)上預(yù)約價(jià)格更優(yōu)惠]

微信二維碼
山東騰達(dá)源金屬材料有限公司
全國免費(fèi)熱線:0635-8819339手機(jī):15615948619傳真:0635-8819009
地址:山東聊城高新區(qū)長江路東首魯西鋼材市場A區(qū)6號(hào)
山東騰達(dá)源金屬材料有限公司現(xiàn)貨銷售優(yōu)質(zhì)國產(chǎn)耐磨板,進(jìn)口耐磨鋼板,高強(qiáng)板
耐候板,高建鋼板等板材,規(guī)格齊全,價(jià)格優(yōu)惠,本公司承諾假一賠十,
高質(zhì)量的產(chǎn)品獲得客戶一致好評(píng),銷售至全國:浙江、上海、天津、遼寧
云南、廣西、廣東、安徽、北京、新疆、重慶、湖南、湖北、河北、青海
甘肅、陜西、西藏、貴州、四川、海南、黑龍江、內(nèi)蒙古、山東、福建
江西、江蘇、河南、寧夏、吉林、山西、大同、哈爾濱、成都等地區(qū)
技術(shù)支持:山東騰達(dá)源金屬魯ICP備19031413號(hào)-2