服務熱線: 0635-8819339

電話:0635-8819339
手機:15615948619
傳真:0635-8819009
Q Q:648626788
郵箱:648626788@qq.com
地址:山東聊城高新區長江路東首魯西鋼材市場A區6號
高錳鋼板在后來的過程中,切割后被扭曲造成的變形,造成工件報廢,影響正常使用,用戶同時企業經濟損失。分析中存在的鋼在熱軋和上、下表面殘余應力,如果殘余應力沿板寬方向和長度不是均勻分布的,鋼板的截面將產生一個力矩,切割后的高錳鋼板和扭曲。控制措施: 高錳鋼板加工切割變形控制措施是什么?
1、生產TMCP技術
新的生產TMCP技術指的是完成溫度950℃以上的病例在連續軋制壓力大及隨后的冷卻速度高達300 ~ 400℃/ s超快速冷卻過程。使用新技術的生產TMCP鋼板連續大變形的積累應變硬化奧氏體,和隨后的快速冷卻,一方面,硬化奧氏體不變,即“凍結”硬化奧氏體,另一方面也超快速冷卻導致了20海里
這些微小顆粒的大量降水,超快速冷卻的溫度降低,粒子分布更分散。超快速冷卻,增加和細化鐵素體晶粒成核速率。保持超快冷狀態停止冷卻相變點附近,隨后的冷卻路徑控制,得到高錳鋼板的優良性能。同時,連續滾動在正常溫度,高溫能使位錯滑移的積累和沉淀,高能狀態釋放壓力。
2、冷卻溫度
層流冷卻內應力引起的不平衡問題主要是由三種冷卻不均:(1)橫向不均勻冷卻嚴重;(2)冷卻不對稱厚度方向;(3)
橫向不均勻冷卻混合和厚度方向。橫向控制冷卻的均勻性和厚度方向的對稱,是控制中厚板平直度的先決條件,降低內部壓力。橫側向噴射冷卻方案通過改進固定管橫向角度和點水溫層流冷卻均勻性等控制措施。
3、冷矯直 高錳鋼板加工切割變形控制措施是什么?
矯直可以改善殘余應力分布,高錳鋼板板橫截面上應力分布時,可能需要采取措施增加彎曲輥的局部變形補償方法縱向纖維的長度不整潔,消除鋼板的內部壓力的目的是波彎曲,均化。皇冠價值調整調整水平矯直機是重要的措施來改善鋼殘余應力分布。總之,通過采用新的生產TMCP工藝,提高層流冷卻速度的均勻性控制,以及冷矯直板、促進鋼鐵內部應力均化,高錳鋼板和垂直分割,變形控制問題。
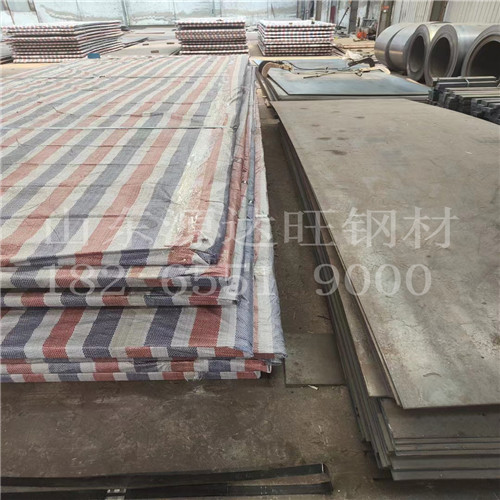
高錳耐磨鋼板現貨購買注意事項:
要明確具體厚度 還有鋼板交貨狀態,有鑄造和軋制之分 ,鑄造很粗糙 密度低 價格低 ,所以一般要問清楚選擇軋制 固溶交貨狀態,價格方面 價格過低的建議慎重,現在市場都透明 利潤微薄,貿易商終歸是要賺錢,賠錢的買賣你也不愿意做,以賣家的心態去選擇合適的供應商 比如山東源達旺mn13耐磨板現貨廠家你可以咨詢下,買到優價的產品才是重要的。
如果您對“高錳鋼板加工切割變形控制措施是什么?”還有任何疑問?
請致電咨詢24小時免費熱線:0635-8819009,或在線咨詢我們客服
我們公司官方網站: http://www.sdxqg.com [網上預約價格更優惠]

微信二維碼
山東騰達源金屬材料有限公司
全國免費熱線:0635-8819339手機:15615948619傳真:0635-8819009
地址:山東聊城高新區長江路東首魯西鋼材市場A區6號
山東騰達源金屬材料有限公司現貨銷售優質國產耐磨板,進口耐磨鋼板,高強板
耐候板,高建鋼板等板材,規格齊全,價格優惠,本公司承諾假一賠十,
高質量的產品獲得客戶一致好評,銷售至全國:浙江、上海、天津、遼寧
云南、廣西、廣東、安徽、北京、新疆、重慶、湖南、湖北、河北、青海
甘肅、陜西、西藏、貴州、四川、海南、黑龍江、內蒙古、山東、福建
江西、江蘇、河南、寧夏、吉林、山西、大同、哈爾濱、成都等地區